Hexagon patterns for Tulle
thingiverse
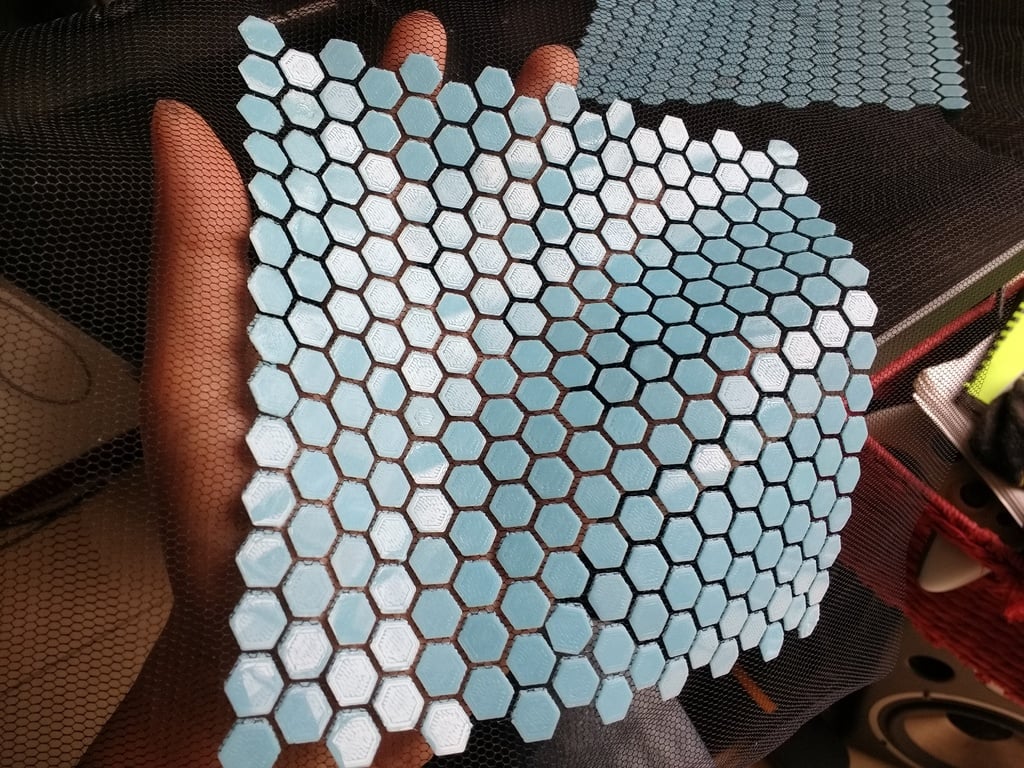
[Edit 4-3-2019] ---------------- So this thing blew up. I'll add a more comprehensive explanation of my own attempts on this Tule Fabric. I have successfully printed some pieces, like eight 17x17 pieces, and a few 21x21 pieces. In ABS. (don't do this, use PETG or PLA.. eventhough PLA will get brittle) Main tips: - Use a low temperature spectrum of your plastic of choice. (Mine is PETG nowadays, so that would be 220 degrees C instead of 240. With a 60 degree C heated bed instead of 70.) - Don't go to cold on the heated bed as the plastic will warp. - Don't use a part cooling fan, because of plastic warping. - Do not over-tighten the Tule-fabric when placing it down - Watchout with burning yourself with the heated bed and nozzle! - Don't let the Tule fabric touch the nozzle! - Maybe tell the printer to use ''Surface Ironing'' to make the top surface more flat. If printed on a mirror, you probably want to have the bottom, so add the pauze command at layer 3 or higher. (so when you have atleast 3 layers printed, let's say atleast 0.6mm of plastic, depends on your set layer height. Just do it after the 2nd one, as the Tule will shine through the plastic.) Tips for post processing: - Let the bed cool down to atleast 20-30 degrees lower than your bed temperature was set at. (60 -> 40 or 30) (Plastic pieces like to pop off when cooled down.) - Try to pop the hexagons off one by one with a part-removal tool (aka flat piece of metal) - Work you way in from the corners ---------------- I said that the success rate is about 30% for these reasons: [Slicer Settings] It requires a command line in between the layer to pauze or set the nozzle a-side. This can be easily programmed in both Slic3r, Cura and Simplify3D, however, then you have to place the Tule fabric down. ---------------- [Placing down the Tule / Fabric of choice] When placing the Tule fabric down, you could tear off the plastic hexagons, as these are not perfectly flat and might have a corner that stands upward. You need to use paper holders/clamps to clamp the Tule down to the printbed. These clamps are usually made out of metal, and will burn your hands if your print bed is very hot. And you need to reach around the heated bed to lay the Tule down flat. Tule likes to curve due to it's own stiffness, on which the nozzle can catch and burn the fabric away. This will either leave holes, or the plastic will make filament residues upward, on which the nozzle could catch and pull the hexagons away. If the Tule is overstretched during the laying down phase, the 3D printed piece of fabric will be successful, but the Tule in between the hexagons will be brittle and be broken very easily. I don't really have a solution to this besides increasing your nozzle height. And fiddleling with the clamps. You can safely print 0.32mm layer heights with a 0.4 nozzle. (80% of the nozzle diameter, falls in the magic number of 0.04mm increments of a ACME 8mm lead-screw with a 8mm lead, 4 leads, 2mm pitch, since this falls into the full step of a 1.8 degrees stepper motor... if this went over your head, use 0.04 increments when adjusting your layer height, and use 0.08, to 0.12, 0.16, 0.20, 0.24, 0,28, 0.32, 0.36, 0.40 mm) You could even go towards the full 0.4 layer height on this kind of nozzle, however, you must decrease your print speed (30mm/s), or else you'll heave very blobby hexagons or a choked extruder. Then again you could still try it at 40mm/s, or what you want. ---------------- [General 3dprinting Filament issues] There is also a chance of the print bed cooling too much, so the small piece wrap a little bit and loose their grip. When the printer's nozzle comes for the next layers, the plastic from the nozzle will grab on the hexagon, and pull it away. (hot extruded Plastic likes to grip onto either hot objects, or other plastics) Do NOT use a cooling fan. The air could cool down the small pieces too much and make them let go. It's kinda like warping, but there is more too it, especially on a mirror/glass plate. It has more to do with surface tensions and thus VanDerWaals forces. If that went over your head, think about it like two very flat pieces and like to stick together. Or if you add some water, it doesn't want to let go. But... now with the new nozzle wiping commands, maybe the new slicers will incorporate this in the newer firmware will make this process easier. I printed these parts in ABS. Which i do not recommend, because of the parts letting go issues. And it's very painfull to place metal paper holders down for the fabric, if your bed is 110 degrees C. PETG will be better. Some PETG likes to string. All PETG spools that I've used (4 so far) all had different properties for the bed temperature and stringing. ---------------- [Extrusion issues] Talking about filament extrusion, you must have a printer head, that does not leak too much filament, and can exactly print what is needed when it's starts printing a new hexagon on it's 1st layer. A leaky nozzle will make strings, and the first bit of the hexagon will be void, as the calculated plastic is gone in the form of a string. A slow to extrude nozzle/plastic/extrude gear system will either over extrude plastic on the first few millimeters of a new hexagon. Or it will not extrude, leave a void, and then leave too much plastic at the end corners, which will cause a whisk up, which will be pulled away in the next pass or when placing down the Tule. ---------------- [First layer patterns and movement] Maybe you can see it from the pictures, but I used concentric bottom and top patterns. This was done to: - Looks nice - Actually increased the chance of having a good hexagon start This pattern starts at the outside corner, and spirals inward. Usually with my leaky nozzle, the start of this outside corner was void. A normal infill pattern would either grab onto this, or make a non overlapping connection. I also remember the filament liking to stick to the nozzle more than the printbed and the already extruded plastic, and how I tried to clean the nozzle over and over. I guess just use a higher starting layer height. Try 0.4, even with a 0.4mm nozzle. Just go slow on the first layer eventhough i got impatient and threw it to 4mm/s or 50mm/s which did work with some settings. Just don't use ABS and a 110 degrees bed. All this combined, and a small box full of small 1 to 2 layer hexagons, let me to believe the success rate is low. ---------------- ------------- Old Description ------------- A bunch of Hexagons. For 170x170 and 210x210mm. Do note that the manual version have a bit more clearance than the other two files. Oh and you have to rotate them since fusion 360 is weird. Oh and one or two of these files have a very weird artifact pattern. Just use the Manual versions... As in, I PLACED EACH HEXAGON BY HAND because fusion360 shat itself. I used these for some Tulle prints. Nice and stuff but terribly annoying and like 30% chance of success.
With this file you will be able to print Hexagon patterns for Tulle with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Hexagon patterns for Tulle.