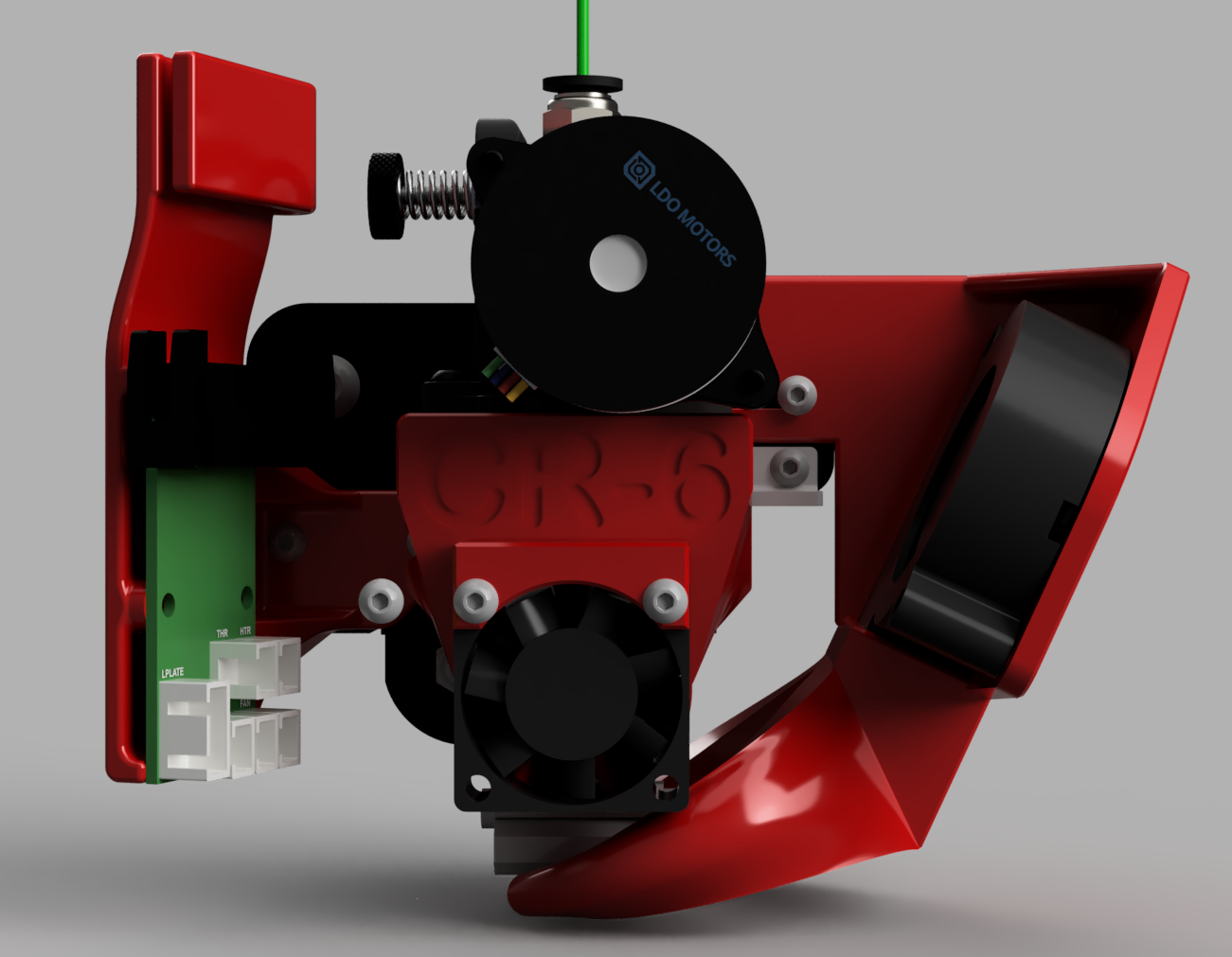
CR-6 Mosquito and Orbiter V1.5 direct drive mount to the CR6 strain gauge.
prusaprinters
<h3>Overview:</h3><p>This mount is part of a growing series of mounts for different hotends and extruders to the CR-6 strain gauge. I will be porting the designs from the GitHub (https://github.com/KoenVanduffel/CR-6_Strain_Gauge_Mounts) where they currently live to here.</p><p>Also on PrusaPrinters.org: <a href="https://www.prusaprinters.org/print/126838/edit">https://www.prusaprinters.org/print/126838/edit</a> Dragon and Orbiter mount to the CR-6 strain gauge. Most of the instructions are from this mount (as this is the one I run myself) but the principle is identical.</p><p>The series includes the Dragon, Mosquito and MicroSwiss hotends and the Orbiter V1.5, LGX Lite, Mjolnir and Bowden setup extrusion systems.</p><p>To be upfront: the LGX, Orbiter V2.0 and Superfly (and derivatives) cannot be supported as all are too bulky and collide with the X-carriage.</p><h3>Introduction</h3><p>This mount will strap the Mosquito hotend (both standard and Magnum compatible) in combination with the Orbiter V1.5 extruder to the strain gauge of the Creality CR-6 SE and CR-6 Max (CR-10 Smart most probably works as well, please report if you are successful).<br>The Orbiter V2.0 will NOT work, it is too bulky and collides with the carriage.</p><h3>Needed accessories</h3><h4>5015 blower fan</h4><p>The mount uses a 5015 blower fan. Please use the one posted here on Printables.com as part of the series:</p><p>https://www.printables.com/model/157511-cr6-5015-part-fan-shroud-dual-fang</p><p>The standard case and thus fan mount does not fit any longer. Since the 4010 blower is largely insufficient to properly cool and achieve good overhangs and bridging at reasonable print speed the fan is upgraded to a 5015 blower and a dual outlet fan shroud.</p><p>A 24V between 4000 and 6000 rpm 5015 blower fan is ideal. Higher rpm will be noisy. Also ball bearings are typically less noisy. The fan will typically be used at 60 to 80% of its maximum speed making operation nearly silent and keeping some headroom for improved cooling of overhangs and bridges.</p><h4>Daughterboard mount</h4><p>The daughterboard also interferes with the extruder and needs adaptation. Also for the daughterboard there is a special mount on Printables.org:</p><p><a href="https://www.printables.com/model/162434-creality-cr-6-daughterboard-mount">https://www.printables.com/model/162434-creality-cr-6-daughterboard-mount</a></p><h5>Hot melt inserts</h5><figure class="image image-style-align-center image_resized" style="width:50%;"><img src="https://media.printables.com/media/prints/126838/rich_content/1a6efedd-a174-4e73-8da7-6467eef066da/hotmelt.jpg#%7B%22uuid%22%3A%229e361644-b8c8-4540-97e3-df3d0856f1af%22%2C%22w%22%3A230%2C%22h%22%3A214%7D"></figure><p>6 M3 x 7mm hot melt inserts. (4 x 7 mm, the 2 others (fan) can be between 3 and 7 mm as they don't bear significant load).<br>The hotmelts have to be of the type as in the picture above. The ones with 3 rings of knurls at the ends and in the middle are no good. These are for injection molded parts.</p><h5>bolts</h5><p>4 M3 x 10 mm bolts (extruder and strain gauge mount, max 12 mm otherwise the strain gauge will get damaged or the screw bottoms out on the hotend)<br>2 M3 x 16 mm bolts (hotend fan)<br>2 M3 x 24 mm bolts (part fan)<br>2 M3 x 5 to 8 mm bolts (daughterboard, not critical these can stick out)<br>2 M3 x 8 mm bolts (daughterboard mount)<br>1 M3 x 8 mm bolt (part fan shroud, not critical minimum 6 mm)</p><h5>PTFE tube</h5><p>33 mm PTFE tube</p><h3>Print instructions</h3><p>Print in PETG, ABS, ASA or other high temperature filament. The mount cannot be printed in PLA (especially the part fan shroud) as it will melt.</p><p>Your printer has to be properly calibrated to get proper dimensional accuracy. Especially filament flow should be calibrated too high flow and the small holes will not be the correct size, too little flow jeopardizes strength and stiffness. I advise to use the Cura “part for calibration” plugin and print the “multi-flow” test. SuperSlicer has the same test built in. For PrusaSlicer the test can be downloaded from GitHub: <a href="https://github.com/5axes/Calibration-Shapes">https://github.com/5axes/Calibration-Shapes</a></p><h4>Print settings:</h4><ul><li>5 top and bottom layers</li><li>5 walls + alternative wall with infill</li><li>25% gyroid infill</li><li>line width 0.45 mm (outer line can be 0.4 for print quality)</li><li>no support needed</li></ul><p>The part fan shroud and daughterboard holder can be printed with 3 or 4 walls if wanted.</p><p>The parts should not need any post processing other than the filament path might need a quick pass with a 4 mm drill in order to be able to push the PTFE tube in later on.</p><p>All models are oriented correctly and print without supports except for the daughterboard mount which needs supports under the arm carrying the ribbon cable.</p><h4>Hot melt inserts</h4><p>The mount needs 8 (or 10 if you fix the hotend with 4 screws) M3 hotmelt inserts. <br>4 M3 x 6 to 8mm for the Orbiter and mount to the strain gauge. M3 x 5 mm is acceptable but be careful not to overtighten the bolts also the model will fatigue more quickly. <br>The hotend fan and daughterboard can be M3 x 3 mm hotmelts. The hotend fan has holes that support 7 mm long inserts, on the daughterboard mount 7 mm will stick out but doesn't cause a problem.<br> </p><figure class="image image-style-align-center image_resized" style="width:31.62%;"><img src="https://media.prusaprinters.org/media/prints/126838/rich_content/e8ba454a-0265-411c-a4cb-b7f038b1e37f/20220130_171339.jpg#%7B%22uuid%22%3A%229116c39f-1a90-416c-805a-78a4ceb6bc3b%22%2C%22w%22%3A2591%2C%22h%22%3A2562%7D"></figure><figure class="image image-style-align-center image_resized" style="width:32.88%;"><img src="https://media.prusaprinters.org/media/prints/126838/rich_content/fcd3d16a-3e5f-451a-ab8f-cabe20c3e4f6/20220130_171351.jpg#%7B%22uuid%22%3A%2295f9f847-7d42-48e9-ad18-a909f2e9c599%22%2C%22w%22%3A2949%2C%22h%22%3A2181%7D"></figure><figure class="image image-style-align-center image_resized" style="width:34.79%;"><img src="https://media.prusaprinters.org/media/prints/126838/rich_content/d4749cf9-fc7e-40fa-82ad-bd7df805ce3b/20220130_171358.jpg#%7B%22uuid%22%3A%22a87661f2-923b-488b-83de-c853b518a68e%22%2C%22w%22%3A2987%2C%22h%22%3A2678%7D"></figure><h3>Mount instructions</h3><h5>Mosquito to the mount block</h5><p><br>The Mosquito is mounted to the M3 hotmelt inserts. from the bottom and front (contrary to the Dragon in the picture</p><figure class="image image_resized" style="width:39.19%;"><img src="https://media.prusaprinters.org/media/prints/126838/rich_content/0141d328-3690-44f3-a438-8901d79a3c34/20220130_171427.jpg#%7B%22uuid%22%3A%222a8bc436-8ca1-44d4-a5f1-9e85dd54b925%22%2C%22w%22%3A2980%2C%22h%22%3A3306%7D"></figure><h5>Mount block to the strain gauge</h5><p>Slide the mount over the strain gauge, it should slide over without any resistance. Be careful not to damage the white cover of the stain gauge sensor element.</p><figure class="image image-style-align-center image_resized" style="width:50%;"><img src="https://media.prusaprinters.org/media/prints/126838/rich_content/dfc05472-565e-434c-8a9f-e1462713d1eb/20220130_171532.jpg#%7B%22uuid%22%3A%22244381b4-2665-4114-ac26-bc8f44d09e16%22%2C%22w%22%3A2971%2C%22h%22%3A3104%7D"></figure><p>2 M3 x 10 mm screws put the mount in place on the strain gauge.</p><h5>Orbiter mount</h5><p>Cut a piece of PTFE tube 33 mm long and slide it into the filament path. You can make 2 small chamfers on either end to facilitate the tube seating in the recess of the dragon (outside chamfer) and the filament to slide into the tube (inside chamfer).</p><figure class="image image-style-align-center image_resized" style="width:50%;"><img src="https://media.prusaprinters.org/media/prints/126838/rich_content/2ad77a6c-cd4d-46c9-b6f2-ae23e6cfc852/20220130_171642.jpg#%7B%22uuid%22%3A%22c0c56362-5a46-4c3f-98ad-075c47cfcef7%22%2C%22w%22%3A2988%2C%22h%22%3A3217%7D"></figure><p>The Orbiter than mounts on top of the mount bloc with 2 M3 x 10 mm screws.</p><figure class="image image-style-align-center image_resized" style="width:50%;"><img src="https://media.prusaprinters.org/media/prints/126838/rich_content/f4b294f2-cce7-42de-9bb5-c7cd170b26d1/20220130_1740052.jpg#%7B%22uuid%22%3A%22018930a2-91a6-4494-83eb-d7486a737c3b%22%2C%22w%22%3A1098%2C%22h%22%3A1418%7D"></figure><h5>Part fan</h5><p>The part fan uses a 5015 fan and a dual duct mount</p><p>The part fan shroud slides with the pin behind the carriage plate under the wheel mounts and slots over the carriage plate. This ensures a stable mount with just a single screw fixation.</p><figure class="image image-style-align-center image_resized" style="width:43.09%;"><img src="https://media.prusaprinters.org/media/prints/126838/rich_content/ad0713ae-b40d-4bd9-a4ff-2eda6eb3c391/20220130_210433.jpg#%7B%22uuid%22%3A%223e104182-49b6-4454-b159-67bb96c2fa74%22%2C%22w%22%3A2988%2C%22h%22%3A3261%7D"></figure><figure class="image image-style-align-center image_resized" style="width:42.95%;"><img src="https://media.prusaprinters.org/media/prints/126838/rich_content/06df82e6-20fd-4a55-b1ff-278c6a509b39/20220130_210447.jpg#%7B%22uuid%22%3A%2261d92d71-6499-4303-9657-351fa5028edf%22%2C%22w%22%3A2440%2C%22h%22%3A3311%7D"></figure><h5>daughterboard</h5><p>Mount the daughterboard to the mount before screwing the mount to the carriage as the back screw is not accessible any more once mounted to the carriage. The RP1 potmeter to adjust the trigger sensitivity of the strain gauge remains accessible.</p><figure class="image image-style-align-center image_resized" style="width:41.3%;"><img src="https://media.prusaprinters.org/media/prints/126838/rich_content/ddd35ada-c4d8-4a56-a0f5-6edba7ea51eb/20220130_171945.jpg#%7B%22uuid%22%3A%2247dcce2a-8f67-4760-a16c-f6e7a4a295b0%22%2C%22w%22%3A2079%2C%22h%22%3A2762%7D"></figure><figure class="image image-style-align-center image_resized" style="width:41.04%;"><img src="https://media.prusaprinters.org/media/prints/126838/rich_content/fa0ba361-8b44-41ff-8d03-e9b22176103e/20220130_174005.jpg#%7B%22uuid%22%3A%22299e8024-4461-4f26-9dff-d76b9ae6c64c%22%2C%22w%22%3A2724%2C%22h%22%3A2198%7D"></figure><p>When installing the ribbon cable put the extruder cable trough the clamp before the ribbon cable.</p><h5>Completing the installation</h5><figure class="image"><img src="https://media.prusaprinters.org/media/prints/126838/rich_content/12d819de-78b0-44bb-8693-70b6ce898e9e/20220130_211510.jpg#%7B%22uuid%22%3A%2271b4ea0b-ac90-4b62-bd8b-71757b5d5e8a%22%2C%22w%22%3A3744%2C%22h%22%3A3000%7D"></figure><p>The installation is then completed with the cover over the X-axis pulley clamping and guiding the ribbon cable. Plus a few clamps to hold the extruder cables and ribbon cable together.</p><h3>Extruder motor direction</h3><p>Since the Orbiter is a geared extruder the extruder will typically run in reversed direction (aka filament comes out instead of going in). This is easy to correct by an adjustment of the firmware or just swapping 2 motor wires. Only one of the 2 should be done. If you are unsure this YouTube will detail it out: </p><figure class="media"><oembed url="https://www.youtube.com/watch?v=AgyNM7FQrmk"></oembed></figure><h5>Swapping wires</h5><p>Swap the 2 left hand wires OR the 2 right hand wires (not both sets of wires the motor will again turn in the same direction).</p><h5>Firmware change</h5><p>Sebazzz made a great tutorial how to change firmware of the CR-6: <a href="https://damsteen.nl/blog/2021/01/08/how-to-compile-cr6community-marlin-with-vscode-platformio">https://damsteen.nl/blog/2021/01/08/how-to-compile-cr6community-marlin-with-vscode-platformio</a> Search for #define INVERT_E0_DIR and change it from false to true.</p><h3>Printing after installation</h3><p>Linear advance / Pressure advance (Marlin or Klipper respectively) must be retuned if you use these optimizations. The values will be very much lower. Sticking with the Bowden advance values will literally cause holes.</p><p>Especially retraction distance will <strong>MUST</strong> be reduced significantly. Where the Bowden setup needs 3.5 to 6.5 mm retraction direct drive needs only 0.5 to 1.2 mm. Setting higher than 1.5 mm retraction values will cause molten plastic to be pulled into the hotend and thus very quick blockages. My favorite retraction tuning tool is: <a href="http://retractioncalibration.com">http://retractioncalibration.com</a> set retraction distance to start at 0.1 mm and 0.1 mm increments.</p><p>Update 2022-02-18: </p><ul><li>Improved the mounts for slicing in PrusaSlicer and SuperSlicer (the original models turned out to be non-manifold even though Cura sliced them flawlessly).</li><li>Slight thickening of the top so the mount is compatible with M3x8mm hot melt inserts.</li></ul><p>Update 2022-05-23:</p><ul><li>Corrected Mosquito mount screw holes to 2.5 mm</li></ul>
With this file you will be able to print CR-6 Mosquito and Orbiter V1.5 direct drive mount to the CR6 strain gauge. with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on CR-6 Mosquito and Orbiter V1.5 direct drive mount to the CR6 strain gauge..