E3D v6 Belt Driven Extruder (3mm / 1.75mm) for Prusa i3
thingiverse
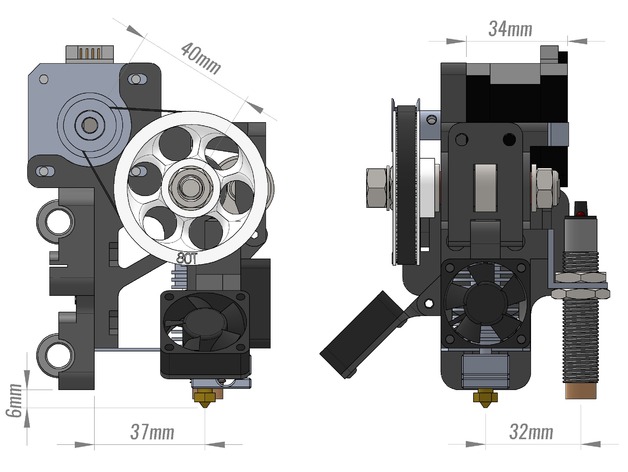
This extruder is designed for E3D v6 3mm Direct Hotend. Lightly modified extruder body and idler were made by request for 1.75mm Universal (Direct) hotend - these parts have not been tested yet. The extruder can be mounted into Prusa i3 Rework -type X-carriage, which is included in the files. The extruder uses 2mm pitch GT2 belt drive to get rid of backlash and degeneration of 3D-printed gears (got the idea from clough42's 389105). I chose 20:80 pulley-ratio, that will give approximately 600 E-steps/mm with Hobb-Goblin's 7mm effective diameter and 1/16 microstepping (A4988 stepper driver). Highly recommended inductive proximity switch is installed approximately 30mm right from the hotend nozzle. 30mm (or 40mm) print cooling fan is mounted without additional duct as it seems to work for ABS printing. Compared to other extruders I have used (Mak-a-face's 257811 and 725082), the space between hobbed bolt and heatsink's filament entry is narrower and completely open. This makes removal of heatsink easier if filament gets stuck and cannot be pulled away. The center of the mass is also designed to be closer to X-carriage. The trade-off is that the bottom of X-carriage comes closer to print bed, so make sure there's no contact with heated bed cables when print bed moves to the front. Idler without springs: I have designed idler to be used without spring load. Just tighten the 35mm long M4 screws to the end and reliable grip to the filament is obtained. Idler's filament guiding arm prevents over tightening. With high-quality ABS I have not had any problems with this mechanism (so far over 260 hours of printing). Additional metal parts: The extruder has four small metal parts that should be easy to made with basic tools: hacksaw, tin snips, pliers, metal file and hand drill. Only 3mm and 12mm drill bits are needed. See attached images for reference drawings. Inductive proximity sensor is mounted by aluminium L-bracket. Cut a piece from 20 x 20 x 2mm L-profile. Small metal arm for cable's strain relief. Made from sheet metal. Bottom plate to direct heatsink's cooling blow away from hotend. Made from sheet metal. Idler's 608ZZ axle is cut from 8mm steel bar, 17-18mm length. Alternatively alum. pipe or M8 threaded rod can be used. Extruder is designed to work with these parts: Hotend: E3D v6 3mm Direct or 1.75mm Universal (Direct) Heatsink cooling fan: 30x30mm E3D fan (2 ball bearings) Print cooling fan: 30mm or 40mm Stepper: NEMA17 (34mm long version works fine) Driver pulley: 20 tooth GT2 pulley Driven pulley: 3D-printed 80 tooth GT2 pulley (STL included) Belt: Neoprene Rubber 188-2GT-6 (link to Aliexpress.com) Hobbed bolt: E3D's Hobb-Goblin Z-Probe: LJ12A3-4-Z/BX Inductive proximity switch, NPN, normally open (link to Aliexpress.com). Works without any additional electronics. Assembly hardware: 2 x 688ZZ 8x16x5mm ball bearing (hobbed bolt) 2 x 8x12x1mm copper sealing washer (hobbed bolt) 1 x 608ZZ 8x22x7mm ball bearing (idler) 1 x 8x18mm steel axle / alum. tube / M8 thread bar for 608ZZ bearing (idler) 4 x 20mm M4 socket/machine screw (mount to X-carriage) 4 x M4 hex nut (mount to X-carriage) 3 x 12mm M3 socket/machine screw (stepper) 3 x M3 washer (stepper) 2 x 35mm M4 socket/machine screw (idler) 2 x M4 washer (idler) 2 x M4 hex nut (idler) 1 x Ø3mm 25mm self-tapping screw for plastic OR M3 socket/machine screw (idler's bracket) 2 x Ø3mm 20mm self-tapping screw for plastic (hotend clamp) 1 x Ø3mm 16mm self-tapping screw for plastic (fan arm) 4 x Ø3mm 8mm self-tapping screw for plastic (small metal parts) 1 x 2.5mm zip-tie (cable's strain relief) The self-tapping screws I used have been salvaged from broken stuff. https://www.boltdepot.com/fastener-information/type-chart.aspxhttp://de.screwerk.com/en/products/stp/stp32.html At the bottom of this page can be found the printing parameters I use with this extruder. Print Settings Rafts: No Supports: No Resolution: 0.1 - 0.25 mm layer height Infill: 30% honeycomb Notes: All parts have necessary built-in supports. Body's "comb"-supports are 0.5mm width. If slicing generates problems with these, try to change default extrusion width to ≤0.5mm. 0.25mm layer height is recommended for a bit stronger parts. It is one design parameter too. 80T GT2 pulley should be printed with smallest 0.25mm nozzle for the best horizontal resolution. Test printed with PrimaABS™ (licenced from ESUN 3D, I suppose), 230°C Hotend, 110°C Bed. For optimal bond to bed during printing I recommend BuildTak™. Post-Printing Supports should be easily removable. You might find too much clearance in 688ZZ bearing recesses (design clearance is 0.125mm). Apply suitable thin tape to bearing's outer race for snug fit. Separate bracket for idler need's to be glued into the hotend clamp. I prefer plastic glue (e.g. UHU Allplast) as it gives some time to settle the pieces and a very strong bond. 80T secondary pulley's outer flange need's to be glued too. Attached 5mm thick spacer ring can be left free. Hotend clamp with separate idler's bracket on the right place. E3D's Hobb-Goblin assembly With 688ZZ bearings, standard M8 washer (outer diameter 16mm) would come in contact with both races of the bearing. By using small copper sealing washer or suitable steel shim (OD 12mm) between bearing and M8 washer, the required clearance to the outer race is obtained. Add the copper sealing washers between 688ZZ and M8 washers (come with the Hobb-Goblin). Hint for easy belt tensioning. Printing and slicing parameters used with this extruder I have run couple of torture tests and found parameters that I use as default for now. I print only ABS so fan is most of the time off. Bottle-neck seems to be counter pressure inside hotend - with 100 mm/s XY-speeds, Hobb-Goblin tends to rasp notch into filament and extrusion stops. Values updated 19.1.2015 Marlin configuration DEFAULT_MAX_FEEDRATE (100, 100, 5, 25) DEFAULT_MAX_ACCELERATION (2000, 2000, 100, 10000) DEFAULT_ACCELERATION 2000 DEFAULT_RETRACT_ACCELERATION 2000 DEFAULT_XYJERK 15 DEFAULT_ZJERK 0.4 DEFAULT_EJERK 5.0 Slic3r configuration (others left as default) Nozzle diameter 0.40mm 0.30mm 0.25mm Layer height 0.25mm 0.20mm 0.10mm First layer height 0.25mm 0.20mm 0.15mm SPEED SETTINGS Perimeters 60 mm/s Small perimeters 20 mm/s External perimeters 40 mm/s Infill 80 mm/s Solid infill 60 mm/s Top solid infill 40 mm/s Support material 60 mm/s Bridges 60 mm/s Gap fill 20 mm/s Travel 100 mm/s First layer speed 40% Default extrusion width 0 = auto (when calibrating extrusion E-steps, I use 0.5mm) First layer width 150% FILAMENT COOLING Fan speed 100/100 % Bridges fan speed 100% Disable fan for the first 5 layers Enable fan if layer print time is below 20 sec Slow down if layer print time is below 5 sec Min print speed 20 mm/s PRINTER SETTINGS Retraction length 1 mm Retraction speed 25 mm/s Lift Z on retraction same as layer height Retract on layer change YES I keep small perimeter printing speed reasonable low so that these values work for most of the prints and adjustments are rarely needed. Pulleys below are printed with above settings. Click picture with right mouse button and choose "open image in new tab" to view it in full resolution. YELLOW: 0.25mm nozzle / 0.1mm layer / 1:48 print time --- BLACK: 0.3mm / 0.2mm / 0:52 --- WHITE: 0.4mm / 0.25mm / 0:47 Same as above Thing:763622. Minor imperfections. The level where auto-cooling starts is about half way and clearly seen. ABS, 0.4mm nozzle, 0.25mm layer height, 59 minutes. Thing:476845. No problems. ABS, 0.4mm nozzle, 0.25mm layer height, 48 minutes.
With this file you will be able to print E3D v6 Belt Driven Extruder (3mm / 1.75mm) for Prusa i3 with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on E3D v6 Belt Driven Extruder (3mm / 1.75mm) for Prusa i3.