Retraction / Flow test with Cura & gcode files
thingiverse
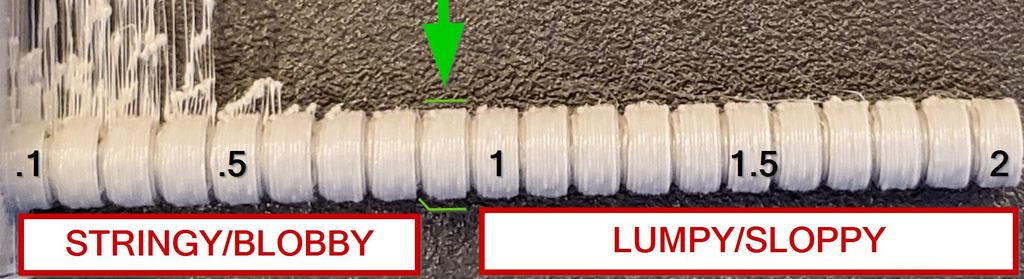
I wanted a retraction tower that could test 20 retraction lengths, not use much material, and have normalized change heights for ease of use. The info below describes how to use this file to fine-tune retraction lengths. **The goal is to start with the retraction lengths too short, then step them up incrementally until the stringing disappears. Hopefully, there will be enough tests to start seeing artifacts from over-retraction, which will look like missing bits of layer, holes, or pits in the wall surface. Then you can find the midpoint between problems.** **Once you have a range (for example, 0.9-1.2 seem ok in the picture above), then you can again modify the tower to test every iteration of [0.9, 1.0, 1.1, 1.2]mm retraction and [40, 35, 30, 25, 20]mm/s retraction speed, a total of 4x5=20 tests.** *You should have dialed-in extruder retraction in 2 tests/4g material/60 min. with this test* Warning ====== Don't get crazy with huge retraction numbers. If you're getting 25-30% past your printer's default retraction, you likely have an extruder e-step problem you should resolve before coming back to retraction. You're in danger of dragging the melted end of the filament out of the hotend, and wiping it back and forth inside of the tube feeding it into the hotend. That's bad - it's supposed to stay clean - and that's why the area just above the hotend needs cooling (and needs cool-down so a hot-but-off machine's hot hotend doesn't bake the filament in that area!) A wild guess for Bowden-tube printers ============================= Bowden tube printers need a larger range and such small increments probably are overkill. The upper range depends on the length of the tube and how long it is, but testing 1-20mm on a longer Bowden tube might be needed. I suspect a coiled tube needs more retraction than a straight one, which would mean that as X increases on an Ender 3, for example, less retraction is needed. I have no idea how this would be accomplished - it's a case for direct drive. Someone with a Bowden could test by running this test twice, once near Xmin and once near Xmax, and see if they match. My guess is that the "Goldilocks" zone will be higher on the Xmin test than the Xmax test. You'd want to pick a point between the two and call it 'good enough'. 0.1-2.0mm retraction example (typical for Direct Drive) ======================= Load this .stl (and perhaps .3mf) into Cura, set retraction to 0.1mm, and use post processing -> modify gcode -> ChangeAtZ.You'll need 19 of these. The first Z change will be at 5mm height, change to 0.2mm retraction. From then on, change the retraction by +0.1mm every +2.5mm of height. So you'll see: 0-5mm height, 0.1mm retraction (what the print starts with) 5.0mm height, 0.2mm retraction (the start of ChangeAtZ modifications) 7.5mm height, 0.3mm retraction ... 50mm height, 2.0mm retraction (the last ChangeAtZ modification, covering the 50-52.5mm test section) About the files =========== I've uploaded a copy of a .3mf Cura project with all of the heights & 0.1-2.0mm retraction lengths set, to make it easier to make edits. There are also 2 example gcode files I've added: - One is 0.1 to 2.0mm retraction, the other is 2.1 to 4.0mm retraction. - They take 25 minutes to print, and use 2g/0.69m of PLA. I print the towers in parallel with the motion of the bed, just in case the tower weight is enough to rock it over as the bed moves. - Both are set for BLTouch bed leveling, these e-steps [X79.13 Y79.52 Z399.84 E101.00], 210C hotend, 60C bed, 0.2mm layers, 50mm/s print speed, 50% cooling fan speed, 45mm/s retraction speed, 0% infill, and min time per layer set to 1 second. This same file and methodology could be used to fine-tune flow rates. I've had better luck adjusting extruder e-steps to affect flow rates, but it would be a fast way to test minor changes beyond what you can accurately measure with calipers on the filament or adjustments too fine to do in e-steps alone.
With this file you will be able to print Retraction / Flow test with Cura & gcode files with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Retraction / Flow test with Cura & gcode files.